Stan bezpieczeństwa pracy przy realizacji procesu klinczowania blach
Zabezpieczenie rąk operatora
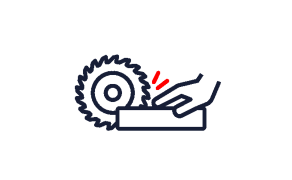
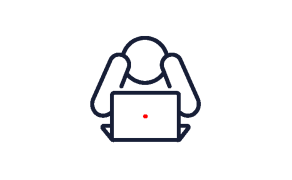
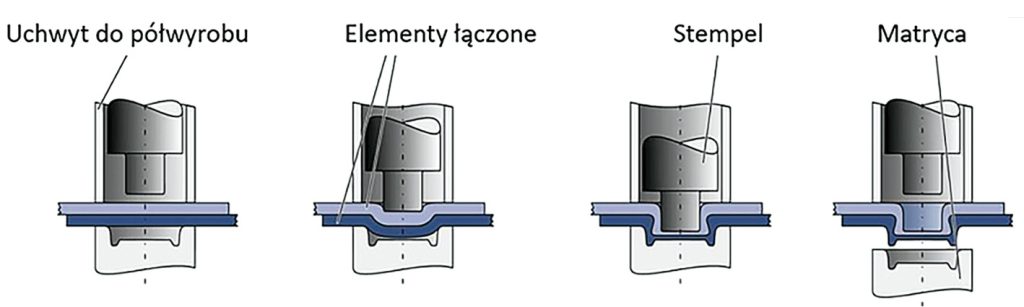
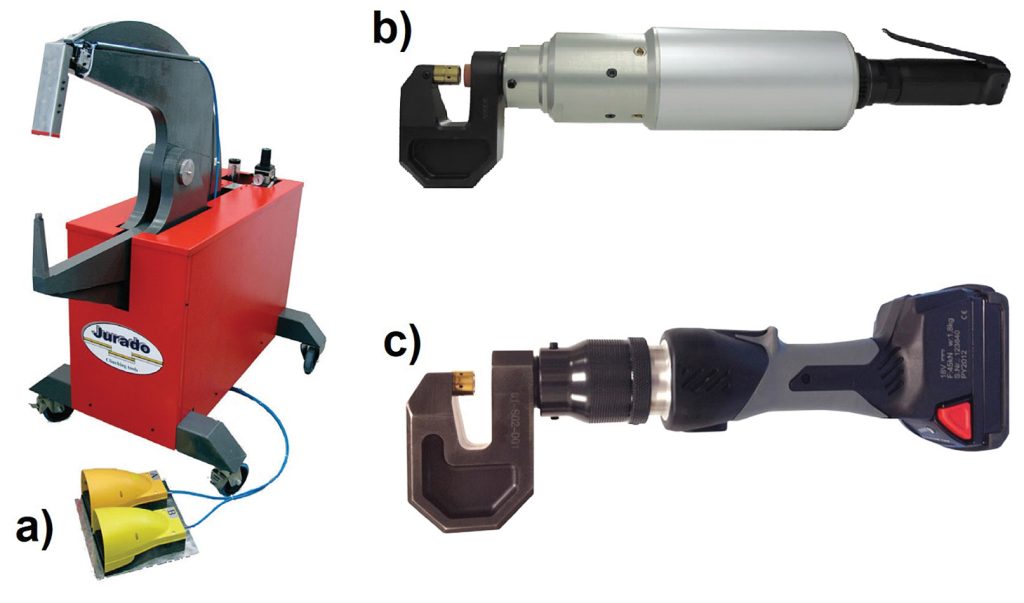
Inaczej wygląda sprawa w przypadku maszyny stacjonarnej obsługiwanej przez operatora z jednoczesnym podawaniem przez niego do maszyny elementów poddawanych łączeniu (fot. 2). Maszyna ustawiona jest na posadzce. Operator ręcznie podaje i ustawia elementy do połączenia pomiędzy szczęki organu roboczego. Na szczękach umieszczone są odpowiednio stempel i matryca. Egzekucja funkcji niebezpiecznej wykonywanej przez maszynę (dociśnięcie stempla do matrycy) następuje po naciśnięciu przez operatora nożnego pedału sterującego maszyny. System sterowania maszyny wyposażony w pedał nożny jest w tym przypadku koniecznością z uwagi na fakt, iż ręce operatora zajęte są przytrzymywaniem łączonych elementów. Warto zwrócić uwagę, że należy zastosować urządzenie spełniające funkcję ochronną dla zabezpieczenia rąk operatora przed obrażeniami.
Innym rozwiązaniem stosowanym w produkcji wielkoseryjnej jest wyposażenie ramienia robota przemysłowego w organ roboczy służący wykonywaniu połączeń klinczowych. Robot taki pracuje w określonym polu roboczym, zgodnie z algorytmem wynikającym z programu. Zasadniczą kwestią jest tu zapewnienie, iż operator nie może być obecny w obszarze roboczym robota przemysłowego w czasie jego pracy. Zabezpieczeniu służą tu różnego rodzaju osłony (w formie barierek i płotów) okalające obszar roboczy oraz urządzenia dostępowe do tego obszaru i urządzenia detekcji operatora w strefie niebezpiecznej.
Zagrożenia fizyczne i psychofizyczne w pracy operatora
Dokonując identyfikacji zagrożeń na stanowisku pracy operatora procesu klinczowania elementów metalowych, należy stwierdzić:
a) występowanie następujących zagrożeń fizycznych:
- poruszające się elementy robocze maszyny (np. stempel, upadające przedmioty),
- przemieszczające się materiały (np. podczas ręcznego utrzymywania przez operatora elementów łączonych podczas procesu klinczowania),
- powierzchnie, na których jest możliwy upadek operatora (np. przewody zasilające maszynę w energię – elektryczne, hydrauliczne, pneumatyczne; przewody łączące elementy sterownicze z samą maszyną),
- ostre krawędzie (np. elementów łączonych oraz stempel i matryca),
- ciśnienie płynów roboczych (niekontrolowany wypływ cieczy z przewodów hydraulicznych lub powietrza z przewodów pneumatycznych),
- hałas (efekt akustyczny uderzenia stempla w materiał i samej deformacji materiału),
- drgania (elementy poddawane łączeniu i trzymane w rękach przez operatora jako technologiczne źródło drgań),
- promieniowanie elektromagnetyczne (w przypadku maszyn klinczujących zasilanych elektrycznie),
- napięcie w obwodzie elektrycznym (w przypadku maszyn klinczujących zasilanych elektrycznie),
b) brak zagrożeń chemicznych charakterystycznych dla procesu klinczowania (możliwe występowanie zagrożeń związanych z użyciem klejów przy wykonywaniu połączeń klinczowych hybrydowych),
c) brak zagrożeń biologicznych charakterystycznych dla procesu klinczowania (mogą wynikać z okoliczności pochodzących z otoczenia, w którym przebiega proces klinczowania – np. ukąszenie przez owada w przypadku wykonywania prac w warunkach terenowych),
d) występowanie następujących zagrożeń psychofizycznych:
- obciążenie fizyczne (statyczne i dynamiczne – np. związane z podnoszeniem maszyny do klinczowania lub samych łączonych elementów),
- obciążenie nerwowo-psychiczne (obciążenie umysłu, przeciążenie percepcyjne, obciążenie emocjonalne).










Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o BHP i nie tylko!
- Nie ominą Cię najciekawsze newsy ze świata behapowców
- Przeczytasz bezpłatnie wybrane artykuły z „Promotora BHP”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Wyślemy Ci kody, dzięki którym czasopisma i książki kupisz taniej
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach